|
�T�C�R��
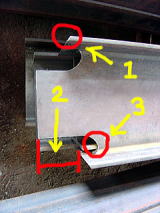
�_�C�A�t�����ƃR������n�ڂ������̂ł��B�ʏ̃T�C�R���Ƃ������Ă��܂��B���w�ƃ_�C�A�t�����̍������Ⴄ�ꍇ�̓R�����̓����ɓ��_�C�A�t�����Ƃ����S�����܂��B�T�C�R���̏㉺�ɂ͗n�ڂ̍ۂ̃G�A�[�����̌����J���邱�Ƃ�����܂��B |
 |
�Z���~�b�N�^�u
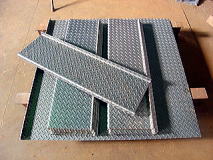
�n�ڕ��̎n�[�A�I�[�̗n�ڂ̐�����ǂ����߂ɐ݂�Z���~�b�N�ŏo�������̂ł��B�����O�܂ł͍|���^�u�Ƃ����ēS�ŏo���������g�p���Ă��܂����B�|���ɔ�ׂėn�ڕs�ǂ��o�Ղ��݂����ł����A�^�u�͌J��Ԃ��g�p���o���܂����A�|���݂����ɃJ�b�g����K�v������܂���̂ł��Ȃ�̏ȗ͉����v��܂��B�g�`�|�p�Ȃǃ^�u�ɂ͂��Ȃ�̎�ނ�����܂��B
�R���h�[�e�b�N��HP |